Wide range of pumping solutions for all types of fluids, especially hydrocarbons, dangerous chemicals, superheated water and high temperature thermal oils, up to 450°C.
Complete packages of liquid ring vacuum pumps with seal liquid recovery, auxiliary services and hybrid systems with ejectors.
TRILLIUM
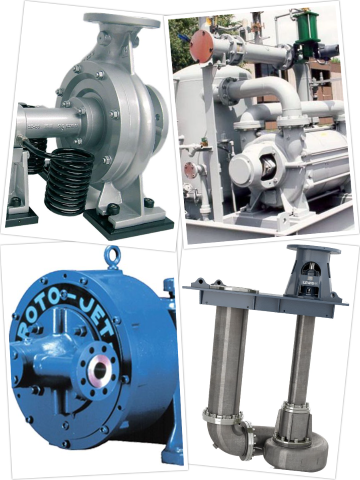
Floway
Vertical submersible for water and hydrocarbons, low vibration
and long lasting design. Process industry applications in compliance
with API 610 and mining services.
Gabbioneta
Specialist in applications for the oil&gas, chemical
and energy industries, it has one of the broadest portfolios in
terms of API610 pumps.
Roto-Jet
High efficiency and reliable high head low flow (Pitot
tube system)
for handling clean fluids in general services and API610
applications. Simple and robust design, ease of operation and low
maintenance requirements.
Wemco
Vortex type designed to transfer fluids containing large particles,
abrasive or slurry (dredging, mining or industrial sewage), while
minimizing abrasion and risk of clogging. Self-primer are rugged and
dependable self-priming, solids handling, trash pumping that are
suitable for a wide range of applications. Easy to maintenance
without special tools.
WEIR
Hazleton
Centrifugal slurry horizontal and vertical design. Applications for
moderate and heavy-duty in processing and waste plants, for nuclear
sludge, coker and other processes in compliance with API 610.
Lewis
Vertical and horizontal pumps for sulfur, oleum and sulfuric
acid. Vertical pumps for molten
salts. Axial flow pumps for phosphoric acid, brine
or potash. Butterfly, globe and gate valves for the most demanding
applications. Specialist in corrosive/abrasive
pumping applications, thanks to their Lewmet® and
Phosduplex® alloys, of unmatched resistance, which
confirms them as the world standard in sulfuric acid applications.